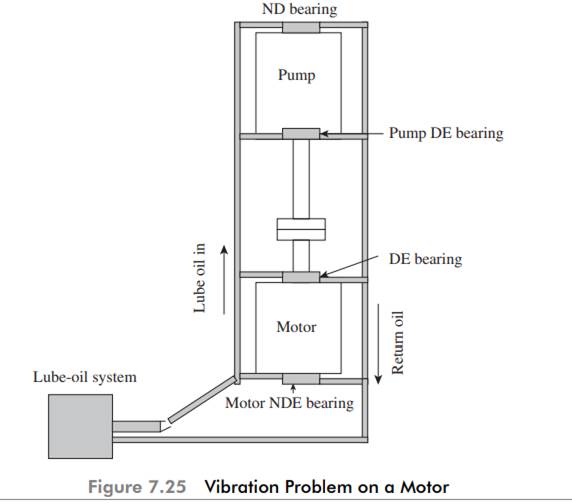
This case study pertains to the vibration problem appearing in the bearing of the drive motor (2MW, 3000 rpm, AC motor) that drives gas-oil pump in a refinery. As per API standard, the trip limit for the shaft vibration for pump-motor assembly was kept at 80 μ pk–pk. The schematic arrangement is shown in Fig. 7.25.
The tube-oil wad for this unit was servo prime 46 (viscosity 46 centipoises at 40°C). The return hot oil is taken to an oil cooler which is supposed to cool the oil from 60–65°C to 40–42°C for feeding in the tube feed line from where the branches would take the tube oil to various bearings
The unit had a peculiar problem of very high shaft vibration (at times crossing 80 μ pk–pk and even tripping the unit during the starting of the motor). In case the unit does not trip during the starting, after about 45 min to 1 hr, the shaft vibration would slowly come down to 55–60 μ pk–pk. The vibration levels then start increasing after say 4–5 hr of operation and would again start increasing. In case the maximum level reached is lesser than the trip level (80 μ), then the vibrations would gradually come down to 55–60 μ at both drive as well as the non-drive end of motor. However, during the winter months, very often the shaft-vibration levels at late night or early hours in the morning would cross the trip limits and the unit would get tripped. The tripping of the unit at late night or early hours of morning created chaos and panic in the operating staff (being very less in number during the night shift),as the tripping of the running unit called for an immediate starting of the stand by unit which was also prone to tripping during the start.
The O&M engineers with the help of engineers from condition-monitoring cell had carried out a vibration-spectrum analysis based upon which they requested the motor supplier to replace the motor. But even with a new motor, the problem continued.
The problem was subsequently referred to the authors of the book for an in-depth analysis to suggest a permanent solution.
The visit to the site brought out the following important observations:
(1) The construction of lube-oil feed-line feeding lube oil to bearing was defective. The pipe after cooler had a 90° bend very near the branch lines, which fed oil to the motor bearings.
(2) Lube-oil line was not lagged with insulation and at the end where branches for pump bearings were fallen, the lube-oil feed line was cold showing that cold oil was being fed.
(3) The oil temperature leaving the cooler unit was much lower than the recommended 40–45 °C temperature.
(4) Customers’ engineers had taken the vibration spectra in the frequency range of 0–5000 Hz due to which the low-frequency components never appeared in the spectra they collected.
(5) The bearings of the motor were designed for oil of the grade servo prime 32 (viscosity 32 centipoises at 40°C).
The vibration-spectrum analysis in the range of 0–250 Hz showed many sub-harmonics such as 1 / 5, 1 / 3 and 1x, 2x, of the running speed. It was also observed that pump-motor shaft in the axial direction was not satisfactorily anchored at the thrust bearing located in the pump. This was clearly seen in the axial-shift display.
The analysis had shown that the rotor-bearing system was having a very slow-speed instability especially due to malfunctions of the thrust bearing in the correct positioning of pumpthrust bearing and axial misalignment of the pump rotor. One of the strongest causative factors for slow-speed instability was higher viscosity of the oil reaching the bearing due to
(a) Higher viscosity of servo-prime 46 oil.
(b) Oil temperature at the inlet of bearing being lower due to the malfunctioning of oil cooler.
(c) Lack of thermal insulation on lube-oil feed line.
The other contributing factor would be wrong axial positioning of the pump but that could not be established. Changing the lube oil from servo46 to servo32, providing insulation on the feed line, removal of sharp bends in the lube-feed line did result in the total elimination of the problem of a gradual built-up vibration.
It may be noted that the phenomenon of slow instability of the rotor-bearing system could not come to light unless the frequency range in the spectrum analysis had been done in a smaller frequency range (0–250 Hz).